877-290-1853
Search
Proper heat transfer between cooling water and your mold is the key to greater profits with short cycle times and good part quality.
The water flow rate must be known to predict turbulent flow within a mold. Without knowing the water flow rate you can only guess whether you are achieving turbulent water flow and the best heat transfer rates. The next time you specify heat transfer equipment for your molding operation... ask your vendor for a water flow rate indicator built into the equipment.
Advantage offers an optional Flow Display on :
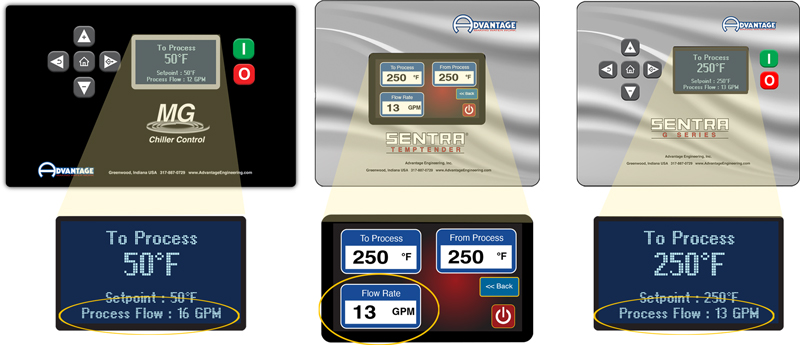

The optional flow meter is a stainless steel assembly with rotating paddle wheel providing a pulsed output fed to the control instrument for display of the current flow and is easily installed. More information on this optional flow meter is here.
In addition to assuring that you are achieving the best heat transfer rates as possible in your mold, here are 7 other reasons to “know your flow”.
Reason #1 : Ensures piping and manifolding are optimized.
Many are surprised that even minor changes in plumbing can increase flow to the mold and decrease cycle times.
Reason #2 : Protects from buying too much pump on your mold temperature control units.
Larger pumps are no guarantee of adequate flow, if the geometry of the piping, manifold and mold will not allow. The average cost of upgrading from 3/4 to 3 hp is $300. If your shop has 15 presses and 30 controllers, the added cost is $9000. Is the added expense necessary if the 3/4 hp pump is adequate?
Reason #3 : Discovers fouled lines in mold passages.
Watching the flow decrease over time is usually caused by scale and debris build up (fouling) in the mold passages. A prominently displayed flow rate makes this obvious.
Reason #4 : Assures the pump is rotating in the proper direction.
A pump running backwards degrades system performance by greatly reducing the flow and pressure and may cause pump damage. Pumps running backwards have often been the cause of expensive service calls.
Reason #5 : Takes guess work out of future equipment purchases.
Knowing the flow rate and the to and from process temperatures allows you to accurately calculate the cooling or heating requirements of the process. Comparing the calculated value to the rated capacity of your existing equipment will ensure that future equipment purchased is properly sized ... not oversized requiring added upfront capital expense or undersized leading to longer cycle times and lower production rates.
Reason #6 : Troubleshoots the entire temperature control system.
Using a flow meter as a diagnostic tool quickly isolates a flow problem to the root cause, whether it is a pump or system problem.
Reason #7 : Recreates minimum cycle time setup for a given tool.
Changing molds frequently is simplified by keeping a record of the optimum flow rate for the mold. When the mold is installed, the flow rate that produced the highest quality parts at the minimum cycle the last time the mold was used can be dialed in quickly and easily.
For additional information about flow meters and how they work in your process, call the Advantage Sales or Service team at 317-887-0729.
Check out these other FYI Documents on Process Flow.
Download the PDF document.
Download
Need Application Assistance?
Our Experienced Team Can Save You Time & Money.
Tell Us About Your Project